
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们

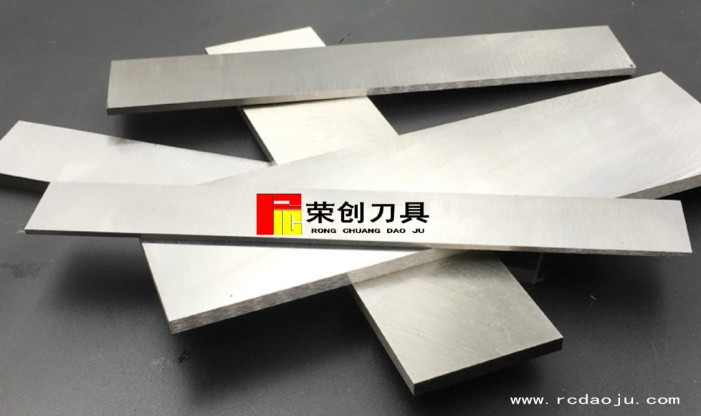
实际工作当中,并不是所有的产品都适合这种标准。如果自己想制作一个适合加工用的白钢车刀的话,要找大块坯料进行加工,用砂轮机研胝或在锻造台上锻造。除非是弹性车刀标准里没有的尺寸和弯曲成特殊形状的车刀,7个卅投车刀而言,除了锻造之外便没有其他办法了。
下面介绍锻造高速钢车刀的步骤。要锻造工件,就需要加热炉。当然,也有采用煤气燃烧器加热的。图2是小工厂经常配备的用砖砌成的炉子。也有些炉子是铸铁制的且可移动。接下来需要锻造工具,图3是放在平台上的一整套工具。
准备好工具之后就可以加热了,实际上加热的温度很难判断。如果自己锻造,一般可根据火焰的颜色判断,请参照右侧格。另一个判断标准是材料的加热温度和可锻造的最低温度。请务必遵守表格中的数值。选用的毛坯是高速工具钢方棒料,可锻造温度大约为100℃。用钳子夹住,放在锻造台上敲打。此时,需要计算锻件的伸缩量,用游标卡尺测量尺寸,测量时靠锻造台的边角可固定锻件。根据要锻造的形状,敲击面会有所不同,因此要弄清楚,敲击时锻件的温度也会随之下降,与锻件的温度是不一样的。因为敲打之后的温度在900℃以下,所以图5是第二次加热之前的情形。注意在低于最低温度时敲打的话锻件肯定会出现裂缝,切记!在正确地锻出平面、直角并达到了预期尺寸后,利用锻造台的面与棱角,先向上弯曲,接下来是在锻造台的犄角尖上像弹簧一样卷起来。最终成品见图8,为在油或水中冷却锻件。不熟悉操作方法时,可先不拘泥于尺寸,但应注意温度,不要出现裂缝。
淬火冷却之后,是众所周知的流程——回火。取出在油里冷却的锻件,直接在火上加热,直到表层附着的油燃烧了即可,然后在空气中缓慢冷却。最后就是打磨切削刃了。以上是根据日立制作所中央研究所泉谷良次氏的资料所写的。www.rcdaoju.com
