
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们

新闻详情
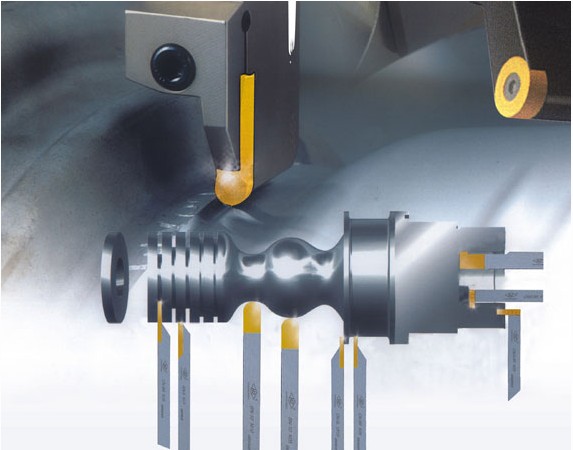
钛合金用自动车刀,白钢车刀等刀具切削时所表现的特点
钛的熔点高,激活能大,晶格原子不易脱离其平衡位置,故在切削加工时,切离成切屑所消耗的能量较大。加人的合金元素愈多,则合金的强度、硬度愈高,愈难切削加工。通过实验表明,钛合金的硬度大于350HB时,切削加工特别困难。而硬度小于
3ooHB时,易出现粘刀,也难于切削。钛合金最好切削加工的硬度是3o0~350HB.钛合金难切削的原因并不只硬度这一项,还因它本身的力学、物理和化学等因素所致。其切削特点如下。
1、变形系数小。这是钛合金在切削时的一大显著特点。切削钛合金的切屑变形系数小于1或接近于1。这主要是它塑性变形小,切屑收缩率小。它在高温时,钛由a向庐转变,而庐钛的体积增大,引起切屑增长,在高温作用下,切屑吸收空气中的口、H.
N,使钛合金丧失了塑性,切屑不再收缩。
2、白钢车刀切削温度高。切削钛合金时,在相同的切削条件下,切削温度比切削45钢高将近1倍,而且温度集中在刀具切削刃狭小区域内。其原因是刀一屑接触短,切屑变形小,摩擦路程长和它的热导率低。
3、单位切削力大。切削它的主切削力比切削一般结构钢小20%左右。但由于刀一屑接触短,其刀具单位面积切削力大。
4、自动车刀易磨损。钛合金毛坯经过锻造、热轧等方法加工后,形成硬而脆的不均匀外皮,极易造成刀具磨损,这是切削加工钛合金最困难的工序。再由于它的切削温度高,切屑与刀具接触短,散热条件差,加上它弹性模量小,弹性恢复大,与刀具摩擦面积大,亲和性大,易造成刀具磨料、黏结、扩散和氧化磨损。
详情请咨询:www.rcdaoju.com
