
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们

新闻详情
工程陶瓷的切削加工有哪些特点,适合用哪种刀具车削
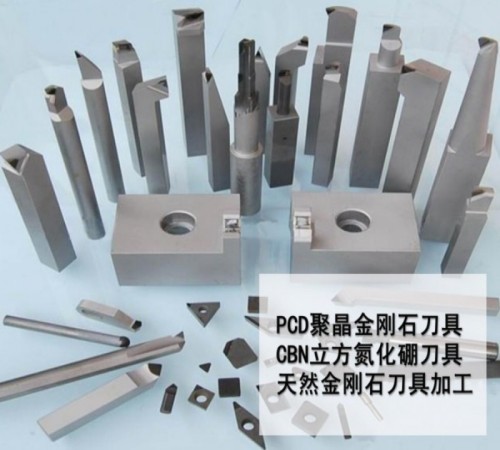
对于陶瓷材料的切削加工,传统方法是用金刚石砂轮磨削和金刚石钻头钻孔,还有研磨和抛光。随着科学技术的进步,PCD人造聚晶金刚石刀具的应用,就可用超硬车刀来切削陶瓷了。工程陶瓷的切削加工有以下特点。
1、只能用超硬刀具切削。由于工程陶瓷的硬度高达2250一3000HV,远高于硬质合金车刀和陶瓷车刀,除易切陶瓷外,一般只能
用超硬刀具(PCD刀具、PCBN刀具)来切削。
2、切除的机理是脆性破坏。因为陶瓷是典型的脆性材料,它的切除机理(如图2-48所示)是在刀具刃口附近的被切材料产生脆性破坏,而不是像切削金属材料那样产生剪切滑移变形。而且加工后的表面不会有由塑性变形引起的变质层,但切削时的脆性龟裂
会残留在加工表面上,影响陶瓷零件的强度和可靠性。
3、切深抗力大。由于它的硬度很高,刀具很难切人。切削时的切深切削力F,大于主切削力F.,是这种材料的显著特点。为此,应采用比较大的刀具后角,以免挤裂和崩碎。
4、刀具磨损严重。这主要是陶瓷硬度高,切削力和热集中在刀具刃口附近,加上它热导率低所致。
