
 返回首页
返回首页 加入收藏
加入收藏 联系我们
联系我们

新闻详情
自动车刀,焊接车刀车削中如何磨制断屑槽
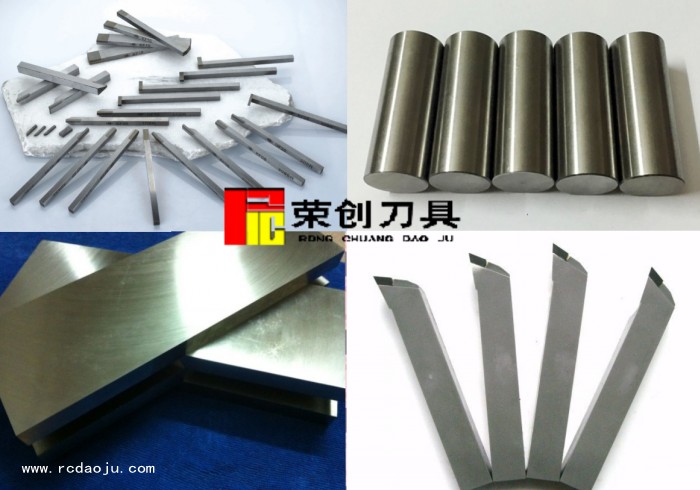
荣创是专业自动车刀,硬质合金车刀,白钢车刀,金刚石刀具厂家,我司生产的硬质合金车刀车刀,焊接车刀,自动车床车刀具有硬度高,耐磨性能好,工件表面光洁度高的特点。下面就广大客户关心的断屑槽的磨制方法简单介绍下。
磨制断屑槽在焊接了硬质合金的车刀前面上可磨制如图1-10所示的折线形、直线折线形和圆弧形适用于加工碳钢、合金钢、工具钢和不锈钢全圆弧形的槽底前角y o大,适用于加工塑性高的金属材料和重型刀具。m Fn L =_¢j大小应确保一定厚度的切屑在流出时碰到断屑台,并在断屑台楔角子B.(反楔角)作用下使j切屑卷曲半径R.减小。槽宽LB.按表1-1根据进给量f与背吃刀量a p选取。
当背吃刀量a p一2~6mm时,选取槽的圆弧半径··n一(0.4~0.7)LB.。断屑槽在前面上的位置有三种形式,如图1-11所示,分别为外斜式、平行式和内斜式。外斜式断屑范围广,平行式次之。内斜式适用于背吃刀量a p小的半精加工和精加工。断屑
槽斜角户Bn一般取5°~15°。
同时,我司还可为客户定制非标白钢刀具,非标钨钢刀具,精密钨钢配件,精密高速钢配件,详情请咨询:www.rcdaoju.com
